Now you can order your parts from Alert and fit them yourself, following the advice and full set of instructions on how to perform many typical DIY tasks on the links below.
Definitions and Explanations
Professional Advice
A service kit typically comprises:
- A timing belt
- A belt tensioner pulley and
- An idler pulley
Both the tensioner and idler pulleys must be matched to the one’s already fitted
Removal of the existing parts
- Make sure the battery is disconnected (at least the earth lead)
- Remove all items, belts etc. to gain access to the timing belt
- Remove the crankshaft pulley
- Remove the timing covers
- Turn the engine clockwise to the Top Dead Centre (TDC) position
- Check the alignment of all timing marks. In particular check the alignment of the following timing marks with the appropriate (fixed) timing marks on the engine:
- The crankshaft sprocket
- Flywheel or camshaft sprocket
- Any auxiliary shaft sprockets (where fitted) and
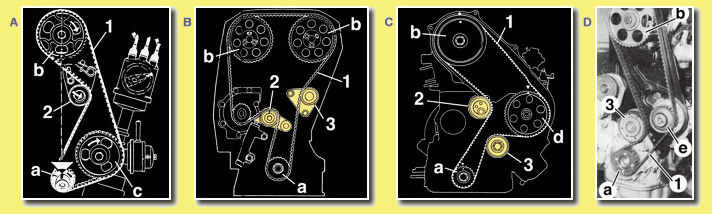
- The injector pump sprocket (where fitted). Figure C shows a diesel engine
- Slacken the tensioning pulley and rotate or move it to free the timing belt. Refer figures A, B & C above. Sometimes the water pump pulley must
also be slackened or moved to release the timing belt. Refer figure D above - Remove the timing belt
- Remove the tensioner and idler pulleys as necessary. Refer Figures B, C or D above
IMPORTANT: Check old belt for oil stains. Check area where belt operates for presence of oil. If any oil is present the cause of the oil leaks must first be traced. Oil seals are usually the cause of oil to leak from the engine onto the timing belt and surrounding area. Do not fit a new timing belt without correcting oil leaks.
Fitment Instructions
- Ensure to use the correct locking tools for the camshaft and crankshaft where applicable.
- Fit the new idler pulley (3) and/or the new tensioner pulley (2) in the disengaged position as necessary
- Fit the new timing belt (1). Ensure the “arrows” on the belt point in the correct direction and that any timing marks align with those on the sprockets
- Tension the belt by rotating the tensioner pulley (2) or the water pump (e) in Figure D
- Temporarily tighten the tensioning pulley (2) or water pump (e)
- Turn the engine clockwise through 2 full turns (revolutions 360°) and return it to the timing position (TDC)
- Check the alignment of all timing marks, timing holes (fit timing pins) and the like
- Fit the belt tensioner tester and check that the tension matches the recommended value. Tighten the nut of the tensioner pulley (2) and/or bolts
of the water pump (e) to the recommended torque settings - Refit the timing cover(s)
- Refit the crankshaft pulley and tighten this up to the recommended torque settings
- Refit and tension all drive belts previously removed
- Reconnect the battery
- Ensure all correct / special tools are used as specified by the vehicle manufacturer
- Ensure that the work is done by a reputable workshop or dealer. 16 valve and 20 valve engines are NOT advisable to work on by the DIY
mechanic.
Fitment procedure of a new water pump
- Find, correctly identify and repair the cause of the original WATER PUMP failure before attempting to fit a new water pump.
- Flush and drain the cooling system completely.
- Clean and inspect all mounting surfaces.
- Install the water pump after applying grease lightly to both sides of the gasket.
- After the water pump has been tightened, make sure that it moves freely by turning the shaft with your hand.
- Do a visual inspection of the hoses, fan blades, pulley and belts to make sure that they are all in order before fitment.
- Fill the cooling system with a mixture of water and anti-freeze / coolant and make sure that there are no leaks.
- Check and replace the filler cap if need be.
- Run the engine until it reaches normal operating temperature and check that there are no leaks.
- Let the engine cool down and recheck the coolant level.
Anti-Freeze / Summer Coolant
The most commonly used additive is ethylene glycol. These products are for use in summer and winter where they provide both anti-freeze protection under cold conditions and boiling protection under high temperature conditions. The glycol in the anti-freeze also acts as a lubricant for the water pump bearings.
Recommended mixture ratios:
- Petrol engines: 30% Anti-Freeze and 70% water.
- Diesel engines: 50% Anti-Freeze and 50% water.
ANTI-FREEZE SHOULD BE CHANGED EVERY 12-18 MONTHS.
What creates oil pressure?
Many people think that the oil pump produces the oil pressure. Actually the pump creates the flow of the oil and the restrictions in the oil passages and bearing clearances of the engine produce the pressure.
New Oil Pump Fitment Precautions
- The oil pump must be well primed with engine oil prior to fitment. (It is a hydraulic and not a pneumatic pump and oil will not be drawn up from the sump until it has been primed)
When fitting, make sure of the following important points:
- Find, correctly identify and repair the cause of the original OIL PUMP failure before attempting to fit a new oil pump.
- The oil pump is squarely seated on the engine.
- The gasket is not damaged / new gasket fitted.
- The oil pick-up pipe is securely fitted and is not fractured in any way. (If air is drawn into the lubrication system it will result in poor oil pressure)
Priming the oil system
In the past the installer merely spun the oil pump with a drive shaft before fitting the distributor. In many cases, this is no longer possible. To properly prime an oil system, one should use a pressure primer, which is attached to the oil gallery to pump oil through the engine lubrication system.
ALWAYS MAKE SURE THAT YOU HAVE THE CORRECT OIL PRESSURE BEFORE STARTING THE ENGINE!
Other DIY Advice
Cylinder Head Gasket Fitment Guide
- Ensure that cylinder head and block surfaces are clean and flat and that the surface finish meets manufacturer’s RA specifications.
- Check head height. If uncertain, obtain manufacturer’s specifications. Fit Payen headsaver shim (on cylinder block side) if head has been over-
skimmed. Overskimming raises the compression ratio and causes overheating, ultimately leading to cylinder head gasket failure. - Check that the correct gasket is installed. Compare against the gasket that was removed. Ensure that the locating dowel height and diameters are correct and fitted correctly.
- Check that all bolts, threads, washers and nuts are clean and undamaged. Do not re-use stretch bolts.
- Apply very light film of engine oil to under side of the head bolts, washers and threads.
- Torque head bolts in recommended sequence and to the manufacturer’s specification, using a correctly calibrated torque wrench and a degree bar where necessary.
- No Chemicals Please! Adding chemical sealants to cylinder head gaskets causes the following problems:
- Burning away of sealant, leading to a loss of clamp load
- Flow of sealant into water and oilways could block small metering holes and restrict coolant and oil flow.
- Solvents in adhesive could degrade gasket coating body material.
- Contamination, by trapping foreign particles on the gasket surface.
- By adding solvent, grease or chemicals will void the manufacturer’s warranty.
- Whenever re-torquing is necessary, first loosen each bolt by giving it a 1/4 inch turn, then re-tighten to required torque. This does not apply for angle-controlled tightening. Cylinder head gaskets settle slightly when exposed to heat and vibration. If the head bolts are not re-torqued after an initial period of engine operation, the clamping load is reduced and leakage occurs.
Symptoms of water leakage
- Water level disappears within radiator – Low level
- General Engine overheating due to low coolant,
- Check for water leaks externally / Evaporation stains.
- Water leakage on chassis / floor/
- Water leaks into oil galleries.
- Oil level appears to increase.
Symptoms of oil leakage
- Reducing oil level in engine sump.
- Visible oil leakage on engine block, cylinder head, chassis and floor.
- Oil leakage into cooling system.
- Oil leakage past gaskets and seal.
- Blue smoke from exhaust.
Your engine is a mechanical entity and cannot run on its own without your care. It is heart-breaking when one sees an engine being serviced only when it breaks down. This is not what the manufacturer intended. If you don’t service your vehicle regularly, then its value will depreciate faster and it will be less reliable than it would if you serviced it. The service intervals vary from one manufacturer and model to another and also, if it is petrol or diesel powered. Generally on a petrol engine, the service intervals are either every 10,000 kms or 15,000 kms and for a diesel engine, every 5,000 or 7,500 kms. The purpose of servicing your vehicle regularly is to ensure that the oil and filters are changed and to check that nothing is going wrong (preventative maintenance). Generally there are A; B and C service intervals. The work done varies. An ‘A’ service could be a major service, where a fair amount of work is done. A ‘B’ service with a few less items done and a ‘C’ which is mainly where the essential wearing parts are replaced. These include such items as:
- Fuel Filter
- Oil
- Oil filter
- Air filter
- Spark plugs
If cost is a criterion and you cannot afford to send your vehicle to the franchise dealer, then please choose a reputable workshop or mechanic to do the job. If you cannot afford one of these trained people and intend to do the job yourself, then here is some advice. Please bear in mind that there may be other work criteria, depending on the kilometers your vehicle has done, (such as brakes; cam belts, etc.) that the manufacturer would like carried out when servicing your vehicle.
Draining the oil
The oil in your engine is the life blood. It must be clean and does have a life span. It is mainly this life span that dictates the service intervals. When purchasing oil, look in your handbook for the correct quantity that is required and what grade of oil is required. Before draining the oil, make sure that the engine is at operating temperature. The oil is drained by taking out the drain plug, which is situated at the bottom or side of the engine sump. Do not throw the old oil down the drain!!! There will be places near you that have recycling tanks. Put it into one of these tanks. Whilst the oil is draining, unscrew the oil filter. This may be quite tight. Purchase a tool for doing this. It is like a belt with a ratchet. Leave the drain plug out for at least half an hour, so that all the oil has drained. Do not forget to put it back and tighten it to specification.
Changing the oil filter
You have now removed the old oil filter. Make sure the replacement filter you have bought is the correct part. On the new one, you will find a rubber oil seal on the face. Put oil on your finger and rub it on the face of this seal. Rather too much than too little. Screw the new filter on. Make sure it is hand tight.
DO NOT use the tool you have purchased to tighten it.
Make sure the oil drain plug is back in the sump and that it is tight. On the top of your engine is your tappet cover and in this cover is a cap. Remove this cap and pour the new oil slowly in there. Pour in the correct quantity. DO NOT overfill it. Check that the level is correct. Replace the oil filler cap.
Changing the air filter
This is a fairly simple operation. Open the air filter housing and remove the old one. Wipe the inside of the housing with a damp rag, thereby removing all the loose dust. If your air filter has a “top” it will show you. After putting in the new air filter, close the housing. Make sure you replace the air filter with the correct replacement filter.
Changing the fuel filter
Locate the filter – either in the engine compartment or close and underneath the vehicle near the fuel tank. Undo the hose clips / clamps from the inlet and outlet side of the filter. Remove the pipes. Check the rubber hoses for perishing. Replace as required. Replace the clips / clamps as required. Place new fuel filter in position. Refit the clips / clamps. Ensure minimum spillage of fuel. Check for leakage after engine has started.
Changing the spark plugs
A fairly simple operation as well. Remove the high tension from the spark plug, unscrew the plug and screw in the new one. Replace the lead. Then go onto the next plug. Plugs must be hand tight. Do not tighten them like you would tighten a bolt. Just nip them with the spanner. Do this methodically so that you don’t mix up the high tension.
- Ensure to purchase the correct heat range and part number spark plugs for your specific vehicle.
- Remove the high tension wire/s from the spark plug/s one by one, (if unsure mark these high tension wires).
- Unscrew, remove and replace one spark plug at a time.
- Ensure to hand tighten first – then torque to manufactures specification,
Replace the spark plug lead / high tension wires. Do this methodically so that you don’t mix up the high tension wires. - Do the same with the next until complete.
Once all of this has been done, check that the oil drain plug is in tight. Check that the oil filter cannot be tightened any more, by using your hands. Is the oil filler cap back in the tappet cover? Is the air filter housing secure?
Once you are satisfied that all is well, start the engine. Do not rev it. The oil pressure light on the dash might take a second or two to go out, but ensure that it does. Leave it to idle for about 5 minutes. Switch the engine off. Check the oil level. You will most probably find that the level has decreased. This is because the new oil filter was dry and has taken some oil. Top the engine up with ±500ml. Make sure that there are no oil leaks. Particularly, look around the oil filter. Some other things to do would be to check:
- Radiator coolant level. Do not take off the radiator cap. (Remove the radiator cap ONLY when the engine is cold).
- Ensure the plastic expansion bottle is in good shape and does not leak engine coolant.
- Check the pipe going to the radiator.
- Check other coolant pipe on the engine for clamps and / or any damaged hoses or missing clamps.
- Ensure the correct combination of water and anti-freeze coolant as prescribed in your handbook in filled.
- Check the Brake and clutch fluid levels.
- Check windscreen washer level and wiper blades.
- Look in your handbook for the correct tyre pressures and check them, including the spare wheel. Is the tread depth legal?
- Are the fan belts frayed or cracked? If they are, replace them immediately!!
- Battery water. If corrosion is starting on the terminals, clean them and seal them with some grease or petroleum jelly (Vaseline).
- Ensure that all lights are working correctly, including the brake lights and indicators.
Most petrol and diesel engines circulate enough oil to lubricate and cool all moving parts. In these conditions, plain or shell-type bearings are used (as opposed to ball and roller bearings). These bearings are light, easy to install and relatively inexpensive. They can be made cylindrical or in two halves to allow them to be fitted around crank shafts / gudgeon pins and camshafts.
The simple appearance of plain bearings belies relies in the complexity of its design, development and technology which is necessary to produce components of premium quality. “AE” – Federal-Mogul have over 90 years of experience in materials, development and technology relating to bearings.
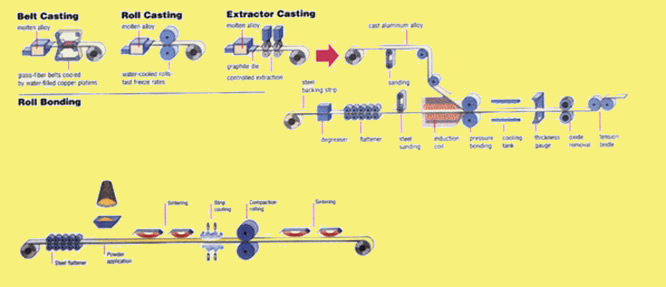
Bearing manufacturing processes include the following: alloy casting; roll bonding; annealing; powder blowing; powder spreading; compaction and sintering of copper based materials; as well as surface preparation and electroplating.
Copper-Lead Bearings
The production of engine bearings commences with the bearing material being bonded to a steel backing in the form of a long strip which is then cut, pressed and machined to its required shape. Copper-lead mixtures may be cast or sintered onto a steel backing.
AE uses the sintering process where a copper-lead powder is applied to a copper-plated steel strip. Heat is used to bond the copper-lead particles to each other, as well as to the steel backing strip.
The structure is then consolidated by pressure rolling for compaction to remove porosity. The majority of these bearings will be formed from a mixture of 30% lead and 70% copper.
After production machining, copper-lead bearings are overlay plated with a third layer, which must be strong, yet soft enough to protect the crankshaft against embedded particles or debris. This overlay plate will be between 0.013mm and 0.038mm thick, and will provide the required surface qualities. These are compatibility, conformability; embed ability and superior corrosion resistance. As a matter of interest, after much research, the main causes of bearing failure can be listed in percentages as follows:
- Debris in engine 43%
- Lack of lubrication 17%
- Assembly faults 12%
- Alignment faults 12%
- Overload 7%
- Corrosion 4%
- Other 5%
At Alert Engine Parts, we specialise in engine parts. Should you have any questions or queries do not hesitate to ask us for assistance.
Disclaimer
Whilst every care has been taken to ensure the accuracy of this document, we cannot be held responsible for direct or indirect losses incurred as a result of the contents hereof. It is imperative that any assembly of, workmanship / repairs on a motor vehicle engine, be carried out by a person suitably qualified to undertake such work. NB: Our warranty does not cover part failure when such parts are fitted by anyone but an engine rebuilder or workshop recognised by RMI.